一. 需求分析
经与用户方联系,得出如下工艺要求。
1.将焊剂、脱氧剂和合金头放入钢体中。
2.加热时间约为90秒,温度约为900度左右,保持一定的压力,时间、温度可调。
3.保温时间约为90秒左右,保持一定的压力。
4.冷却1-2分钟(时间可调)。
5.生产效率按照工艺节奏确定。
6. 对设备尺寸大小无要求。
7.设备的自动化程度尽可能高。
二. 方案制定
按照经上工艺要求,我们设计了低成本的自动焊接机床,除工件由人工放入定位套中外,其余工序全部设计为智能性全自动控制运行,运行过程中有多重保护系统,如:工件不到位时相应的工步不动作,执行电机的过压与过流保护,机床漏电保护等。下面是设计的自动焊接机床的工作示意图。
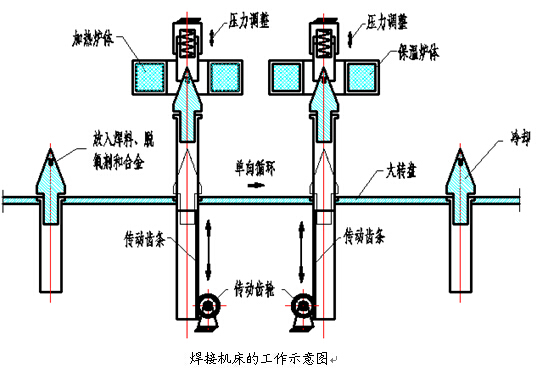
焊接机床的工作示意图
1. 机械
1.1 大转盘
大转盘由一台直流可控电机加减速箱控制转动,每次转动三分之一周转角,即一个工位。大转盘上周边平均装有六个装钻柄的钻套,钻套都各装在一个导向套中,导向套固定在大转盘上。六个转套中其中两个为人工放入焊柄、合金头、焊料和助焊剂等,两个是加热、保温的工位,两个是机械臂取出工件用。大转盘固定在一根可转动的轴上,轴承座固定在主支架上,转轴上紧固一个大齿轮,大齿轮与固定在支架上的传动电机上的小齿轮啮合。
1.2 自动焊接机构
1.2.1 升降机构
两个加热/保温工位上各有一套升降机构,升降机械各由一台直流电机和丝杠直线导轨组成,传动块上连接一根可以和钻套连接的圆杆。当大转盘把待焊接的工件转到加热、保温工位时,装在各自工位上的传感器感应到有工件,电机带动丝杠转动,传动块上升,带动钻套一起上升(大于200mm,可控),将钻头部分伸入加热圈中。加热或保温完成后,电机反转,把工件回复到上升前的位置,传动块上的连接圆杆和钻柄套脱离,大转盘转动把工件转入下道工序。
1.2.2 加热、保温
加热/保温各有一个升降工位,和外购的自控加热装置配合完成。外购的加热设备由两台50kw中频感应加热炉和两台动态红外测温仪组成,加热/保温可控制温度在1%以内。钻头压套为中空结构,能通过保护气体,当加热开始,电磁阀开启保护气体开关,加热或保温完成,气体电磁阀同时关闭。
1.2.3 冷却
工件加热、保温后转入自然冷却工位,因加热、保温时间约需3分半钟,工件在自然冷却两分仲后再取出。
1.2.4 钻头压紧
钻头进入加热圈时,在加热圈上部有一个固定的、带隔热、带有保护气体的压套压住合金头,下方的升降杆上也装有隔热块,经隔热后的升降杆上固定有一个内弹簧结构的缓冲装置,一是起到顶紧焊接处,二可以通过调整弹簧的刚性来改变顶紧力。
1.3 机械臂
工件取出由装在支架上的机械臂执行,机械臂由升降支柱、转动臂和取件爪组成。
1.3.1 升降支柱
升降支柱由一台直流电机和直线丝杆导轨组成。
1.3.2 转臂机构
在升降支柱的上方固定有一个大齿轮,和大齿轮啮合的传动小齿轮及电机都装在转动横臂上,转动横臂的一端在支柱上可以转动,另一端安装提取工件机构。
1.3.3 取工件机构
取工件机构由直流电机控制一根丝杠转动,随着丝杠上螺母的升降,通过连杆机构带动三个齿爪作收缩与放开动作。
1.4 支架
大转盘的转轴座固定在一个底架上,底架和外支架连成一体,外支架表面全部用金属板围上,金属板用螺钉固定在外支架上。
2. 电控
自动焊接机总体用一块CPU单片机作控制,所用执行电机都有各自的电机控制器,单片机将所有的传感器信号收回分析后,发送到需要转动电机的控制器上,并指令启、停和正、反转。
2.1.1 当人工装好工件后,启动程序,大转盘电机开始转动,转到三分之一位置时,由与大转盘同步的传感器发出信号,大转盘电机停止转动,装在转轴上的制动器把大转盘锁紧在停止的工位上。
2.1.2 当加热、保温工位的传感器感应到有工件时,升降电机开始正向运转,工件上升,工件到达加热圈位置时,位置传感器(高度可调)发出信号,电机停止转动,工件停留在加热圈内,加热器开关自动开启,设定的加热时间到,温度自动转为保温温度,保温时间达到设定时间,加热器关闭,电机反转,将工件送回到导向套中,复位传感器发出信号,电机停止转动。大转盘开始转动一个工位。
2.1.3 提取工位的传感器检测到有工件时,机械臂立柱上升,横臂转动到工件位置;立柱下降,到设定位置时由传感器发出信号后停止;电动三爪开始收紧爪齿抓住工件,电动三爪停止收紧;升降立柱带动电动三爪和工件一起上升到设定位置;机械臂横臂反向转动到落件位置;升降立柱带动电动三爪和工件下降后电动三爪放下工件;另一工位的工件取出和上述工步相同,当两个工位的工件均取出后,横臂和三爪自动复位。
3. 软件
整个软件控制部分是实现对电机驱动信号的输出控制,并对各工位的位置进行检测判别。通过位置的判别分析,输出电机控制驱动命令,控制电机的转向,达到实际操作要求。
3.1 采用单片机控制整个过程,软件程序做到以下两点:
3.1.1 各工位传感器输入的数据处理。
3.1.2 各输出口的开启和关闭时间。
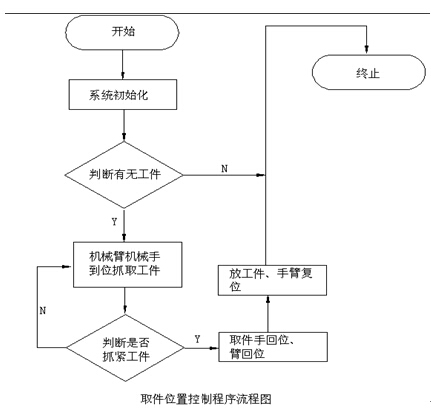
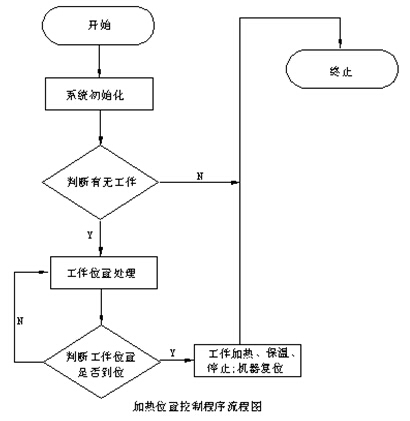
3.2 软件控制程序流程图
3.2.1 加热和保温工位程序控制流程图如下:
3.2.2 取件工位程序控制流程图如下: